观看我们的产品视频,就像打开了一扇通往道路护栏异形道路防撞护栏自有厂家产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:景德镇昌江道路护栏异形道路防撞护栏自有厂家的图文介绍

本产品是专为设计的新型围界产品,采用度低碳钢丝焊接,立柱为矩形钢及度圆管,顶部加焊V型支架,的抗冲击力,顶部在片刺丝后又很好的增强了防护性能,大型已广泛采用此种产品,并了极大的认可。 栏杆古称阑干,也称勾阑,是桥梁和建筑上的设施。栏杆在使用中起分隔、导向的作用,使被分割区域边界明确清晰,设计好的栏杆,很具装饰意义。周代礼器座上有类似栏杆的构件。汉代以卧棂式栏杆为多。六朝盛行钩片勾阑。 栏杆转角立望柱或寻杖绞口造者,均可见于云冈石窟、敦煌壁画。元明清的木栏杆比较纤细,而石栏杆逐渐脱离木制栏杆的形制,趋向厚重。清末以后,古典比例、尺度和装饰的栏杆形式进入。现代栏杆的材料和造型更为多样。 铁栏杆栏杆和基座相连接,有以下几种形式:式:将开脚扁铁、倒刺铁件等基座预留的孔穴中,用水泥砂浆或细石混凝土浆填实固结。焊接式:把栏杆立柱(或立杆)焊于基座中预埋的钢板、套管等铁件上。螺栓结合式:可用预埋螺丝母套接,或用板底螺帽栓紧贯穿基板的立杆。 上述也适用于侧向斜撑式铁栏杆。钢筋混凝土栏杆多用预制立杆,下端同基座插筋焊接或预埋铁件相连,上端同混凝土扶手中的钢筋相接,浇筑而成。木栏杆以榫接为主。若为望柱,则应将柱底卯入楼梯斜梁,扶手再与望柱榫接。


桥梁护栏底座规格是多少客户朋友们你们知道吗下面就由桥梁护栏厂家的技术人员为大家讲解一下,希望能对您有所帮助。人行道或带外侧的栏杆高度不应小于10m。栏杆构件间的净间距不得大于140mm,切不宜采用横线条栏杆。 栏杆结构设计必须可靠,栏杆底座应设置锚筋,其强度应满足 规范要求。栏杆造型、色调与周围环境协调,对重要桥梁宜作景观设计。栏杆强度应满足:车辆以80KM/H的速度,与栏杆成15°角发生碰撞,不落河。当桥梁跨越快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面,护网高度不应小于2m,护网长度宜为下穿道路的宽度并各向路外延长10m。 防撞护栏模板安装的5个要点,客户朋友们你们知道吗下面就由防撞护栏厂家的技术人员为大家讲解一下,希望能对您有所帮助。选用脱模剂保证砼颜色均匀,表面光滑。在距离梁面10cm高的位置预埋40cm的内支撑钢筋,确保其下部的断面尺寸,并用拉杆拉紧。 顶面采用17cm钢筋作为支撑,用拉杆拉紧,保证上部断面尺寸。在护栏内侧一定距离预埋钢筋作为顶拉模板的支撑点,牢固支撑护栏模板,确保其牢固性。模板加工按机械制造的工艺进行,模板交角处采用倒圆角处理,使其线形平顺,尺寸严格按设计要求制作。 制作好的模板进行试拼编 ,对于有错台和平整度不符合要求的要及时,合格后方可使用。模板要求有一定的强度和刚度,确保在施工中不变形。护栏模板的安装应严格按规范要求进行,确保砼施工时不出现跑模、错台、变形、漏浆,并保证砼的外观质量。



达桥梁护栏不锈钢复合管护栏厂(景德镇市昌江县分公司)是专业研发、生产、销售量【【中央分隔栏】】产品的企业之一,厂家位于聊城市张飞工业园区,厂家自创立以来,始终秉持专业、专注、专一的经营理念,全力开发满足各领域需求的高品质【【中央分隔栏】】产品,在国内【【中央分隔栏】】产品领域拥有很高的声誉。

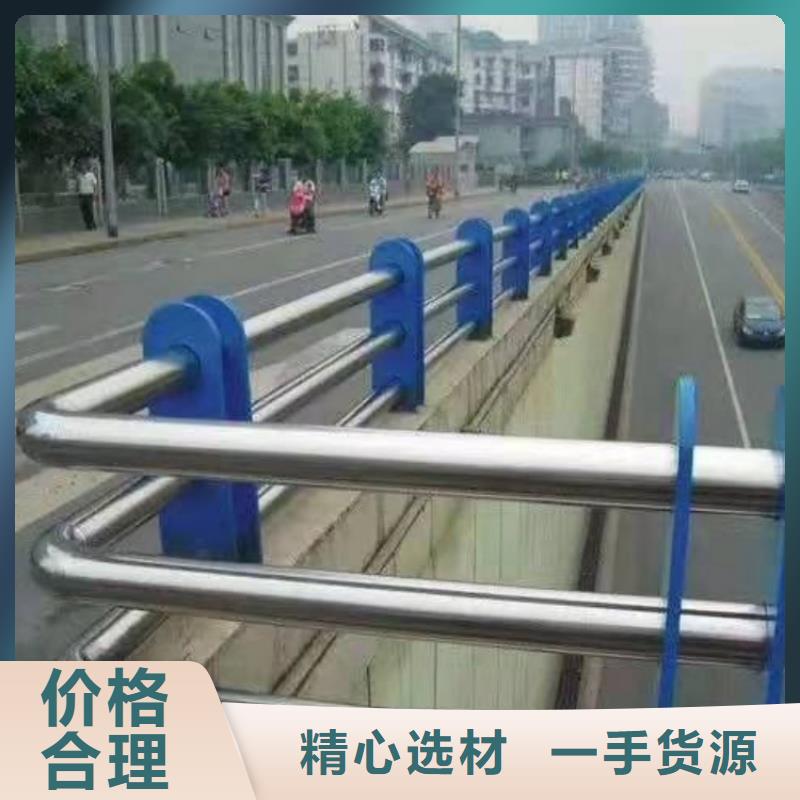
不锈钢复合管防护栏
不锈钢复合管在防护栏,护栏上是常常会应用的,它不论是耐磨性能還是抗腐蚀上全是较为非常好的,针对不锈钢复
合管而言它的规定是较为严苛的,务必要硬实,表层有光泽度。不锈钢复合管在生产制造上的流程是较为认真细致的
,在其中为关键的一个流程便是电焊焊接。电焊焊接规定的溫度,环境湿度及其焊丝,熟度全是不一样的,要依照主
要用途开展去生产制造,促使它的特性和特点合格开展,不锈钢复合管电焊焊接规定的技术性特性较为高,许多的老
师傅不是具有电焊焊接的工作能力的。下列是给大伙儿开展详细介绍的有关的电焊焊接的流程供大伙儿开展参照:
1、不锈钢复合管焊丝人间有钛钙型和低氢型二种。电焊焊接电流量尽可以选用直流稳压电源,有益于抑制焊丝
泛红和熔浓淡。钛钙型焊芯的焊丝不适合做全影响力电焊焊接,只合适立焊友谊角焊;低氢型焊芯的焊丝可做全影响
力电焊焊接。
2、为防止产生裂痕、凹痕、出气孔等缺点,钛钙型焊芯焊接前经150-250℃风干1h,低氢型焊芯焊接前经200-
300℃风干1h。不能不如频繁不断风干,要不然药皮易零落。
3、焊缝结算清洁,还防止焊丝沾上油以及它脏污,以防加上焊接碳含量并危害电焊焊接品质。
4、为防止加温而产生晶间腐蚀,电焊焊接电流量不适合过大,一般应该比碳钢焊条低20%上下,电孤不必太长
,虚梁快冷,以窄道焊为宜。
5、应尽可能选用短弧电焊焊接,弦长一般2-2mm,电孤太长易产生热裂痕。
6、运条:应选用短弧急速焊,一般不同意横着晃动,其总体目标是减少不锈钢复合管电焊焊接发热量和热危害
区总宽,发展焊接抗晶间腐蚀才可以和减少热裂痕的趋向。
7、不锈钢复合管的焊接应沉稳采用焊丝,防止焊丝采用不妥展现热裂痕或高溫热处理后惹起σ相溶解,使金属
材料老化。参考不锈钢复合管与不一样的钢的焊丝挑选标准开展采用,并接受适当焊接方法。







 扫一扫
扫一扫